- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Izdelki







Dvojni vijačni sod za mešanje plastike
Dvojni vijačni sod za mešanje plastike se pogosto uporablja v industriji mešanja. EJS vsako leto proizvede veliko količino dvojnega vijačnega soda za mešanje plastike za domači in svetovni trg.
Pošlji povpraševanje
Opis izdelka
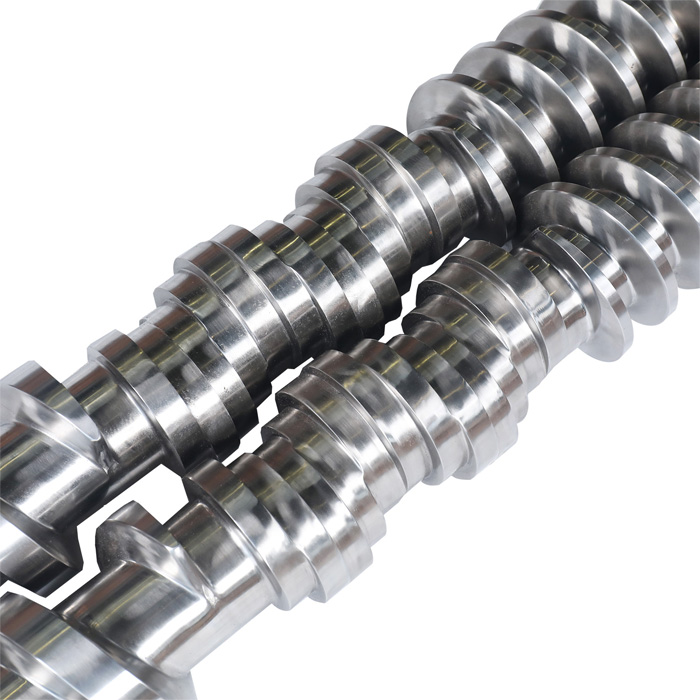
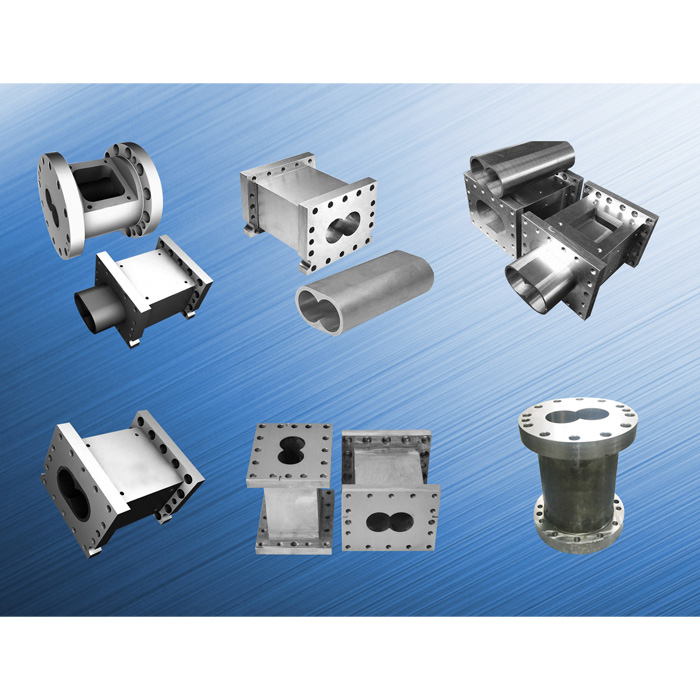
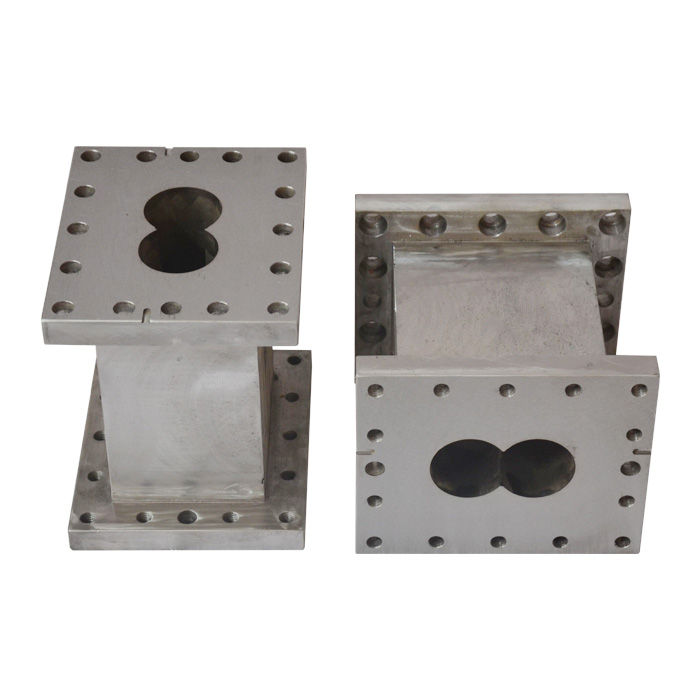
dvojni vijačni sod za mešanje plastike
Dvojni vijačni sod za mešanje plastike se pogosto uporablja v industriji mešanja.
EJS vsako leto proizvede veliko količino dvojnega vijačnega soda za mešanje plastike za domači in svetovni trg.
EJS je že leta profesionalni proizvajalec vzporednih dvojnih vijačnih cevi s strankami izdelovalcev strojev OEM in končnih uporabnikov.
Priljubljeni materiali, ki se uporabljajo za mešanje plastike z dvojnim vijakom
38CrMoAlA (DIN1.8509)
W6Mo5Cr4V2
D2 (DIN 1.2379)
SKD61
SS316
SS304
Površinska obdelava dvojnega vijačnega soda za mešanje plastike
Celotno telo nitrirano
Bimetalna karbidna podloga za dvojne vzporedne cevi
Prevleka iz bimetalne zlitine za dvojne vzporedne vijake
Podloga SKD61
Če želite izvedeti več o mešalnih ekstrudorjih, nadaljujte z branjem:
( https://www.mddionline.com/news/mix-continuous-compounding-using-twin-screw-extruders)
Polimerne spojine se uporabljajo za izjemno široko paleto oblikovanih in ekstrudiranih medicinskih komponent in naprav. Takšne spojine so sestavljene iz osnovne smole, ki je temeljito pomešana z drugimi komponentami, ki zagotavljajo posebne koristne lastnosti v zvezi z določenim končnim izdelkom – na primer odpornost na udarce, čistost ali radiopacičnost.
Ekstruderji za mešanje se uporabljajo za mešanje dveh ali več materialov v homogeno maso v neprekinjenem procesu. To se doseže z distribucijskim in disperzivnim mešanjem različnih komponent v spojini, kot je potrebno (slika 1). Pri distribucijskem mešanju so komponente enakomerno razporejene po prostoru v enakomernem razmerju, ne da bi se razgradile, pri disperzivnem mešanju pa gre za razgradnjo aglomeratov. Mešanje z visoko disperzijo zahteva, da sta del procesa precejšnja energija in strig.
Ekstruderji za mešanje opravljajo številne osnovne funkcije: dovajanje, taljenje, mešanje, odzračevanje ter razvijanje matrice in lokaliziranega tlaka. Za dosego teh ciljev je mogoče uporabiti različne vrste ekstruderjev, vključno z enojnim polžem, nasprotno vrtečim se prepletenim dvojnim polžem, rotacijskim prepletenim dvojnim polžem in nasprotno vrtečim se prepletenim dvojnim polžem. Vrsta in fizična oblika polimernih materialov, lastnosti morebitnih dodatkov ali polnil in stopnja zahtevanega mešanja bodo vplivali na izbiro stroja.
Naprave za mešanje z dvojnim polžem so namenjene predvsem prenosu toplote in mehanske energije za zagotavljanje mešanja in različnih podpornih funkcij, z minimalnim upoštevanjem črpanja. Različni postopki, ki se izvajajo s to vrsto ekstruderja, vključujejo polimerizacijo novih polimerov, modificiranje polimerov z reakcijami cepljenja, odstranjevanje hlapnih snovi, mešanje različnih polimerov in mešanje delcev v plastiko. Nasprotno pa so ekstrudorji za plastificiranje z enim polžem zasnovani tako, da minimizirajo vnos energije in povečajo enakomernost črpanja ter so na splošno neustrezni za izvajanje visoko disperzivnih in energetsko intenzivnih funkcij mešanja.
O E.J.S.
EJS Screw Barrels je na novo ustvarjena blagovna znamka za izvozno podjetje s proizvodnimi izkušnjami od leta 1992.
Proizvajalec vijačnih sodov, namenjen izdelavi prilagojenih vijačnih sodov in oblikovanju vijačnih sodov za ekstrudorje, vijačnih sodov za brizganje.

Bimetalni vijačni sodi
Bimetalni vijačni sod smo začeli izdelovati že zelo zgodaj, skoraj istočasno, ko se je na Kitajskem rodil prvi bimetalni sod. Zdaj imamo več vrst možnosti glede na različne aplikacije
|
Bimetalni sodi |
|||||
|
Vrsta zlitine |
EJS01 zlitina |
EJS02 zlitina |
EJS03 zlitina |
EJS04 zlitina |
|
|
Komponente zlitine |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Odpornost proti obrabi |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Odpornost proti koroziji |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Debelina zlitine |
2 ~ 3 mm |
1,5 ~ 2 mm |
1,5 ~ 2 mm |
1,5 ~ 2 mm |
|
|
Trdota |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Temperaturno območje |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Koeficient toplote |
RT ~ 250 ℃ |
11,0x10-6 |
11,0x10-6 |
11,5x10-6 |
11,0x10-6 |
|
Razširitev (/℃) |
RT ~ 400 ℃ |
11,4x10-6 |
11,4x10-6 |
12,4x10-6 |
12x10-6 |
|
Razpon delovne dolžine |
700mm~3000mm/kos |
||||
|
Veliko rabljeno osnovno jeklo |
40Cr: 42CrMo |
||||
|
Označi na seznamu: ★★★★ Odlično; ★★★ Zelo dobro; ★★ Dobro |
|||||
|
Bimetalni vijaki |
|||
|
Primerno za |
Enojni vijak, dvojni vzporedni vijak, dvojni stožčasti vijak |
||
|
Vrsta zlitine |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Komponente zlitine |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Raven proti obrabi |
★★★ |
★★★ |
★★★★ |
|
Stopnja zaščite pred korozijo |
★★★★ |
★★★★ |
★★★★ |
|
Debelina zlitine |
1~1,5 mm |
1~1,5 mm |
1~1,5 mm |
|
Trdota |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Uporabljena steklena vlakna |
Pod 10 % |
|
|
|
Razpon delovne dolžine |
Poljubna dolžina |
||
|
Veliko rabljeno osnovno jeklo |
38CrMoAI(1.8509), 34CrAINi7(1.8550), 31CrMoV9(1.8519) |
||
|
Označi na seznamu: ★★★★ Odlično; ★★★ Zelo dobro; ★★ Dobro |
|||
Inšpekcija kakovosti
Kakovost je zelo pomemben korak med proizvodnjo. Za izdelavo kvalitetnega vijačnega soda morajo biti izpolnjene vse tolerance in vse mere pravilne ter evidentirane.
Zagotavljamo inšpekcijsko poročilo, potrdilo o materialu za vsako od naših dobavljenih vijačnih sodov.
Pakiranje
Pakiranje je zadnji, a zelo pomemben korak pred pošiljanjem. Del naše kakovosti je tudi močna in pametna pakirna škatla. Ne uporablja se samo za dobro zaščito cevi vijakov med transportom, temveč tudi omogoča enostaven način za naše stranke, da razpakirajo.

Hot Tags: Dvojni vijačni sod za mešanje plastike, po meri, Kitajska, Zhoushan, dobavitelji, proizvajalci, tovarna, na zalogi
Povezana kategorija
Stožčasta cev z dvojnim vijakom
Vzporedna cev z dvojnim vijakom
Polžasti sod ekstruderja
Gumijasti vijak
Cev vijaka za brizganje
Cev vijaka za pihanje
Bimetalni vijak
Nitrirana vijačna cev
Deli ekstruderja
Pošlji povpraševanje
Prosimo, oddajte svoje povpraševanje v spodnjem obrazcu. Odgovorili vam bomo v 24 urah.