- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Izdelki






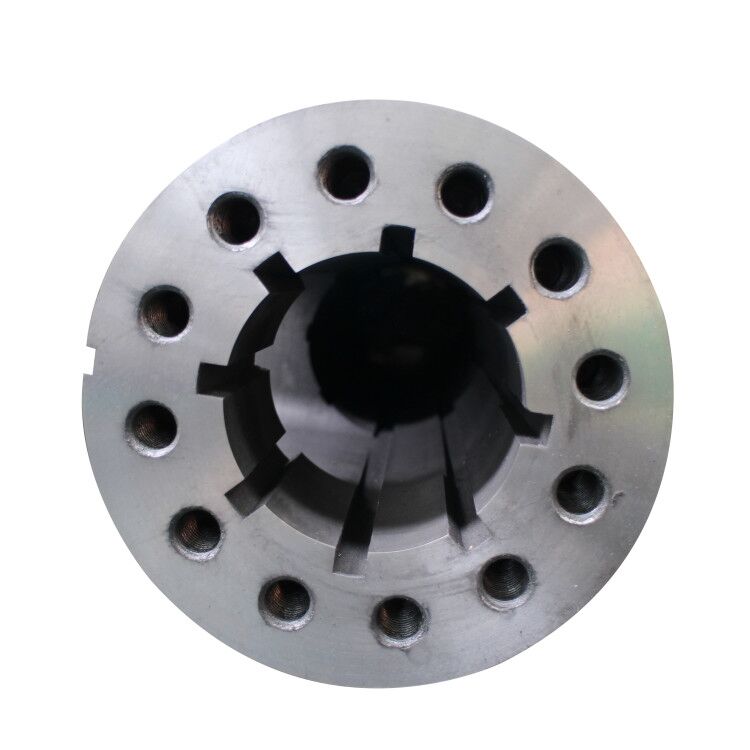

Cev vijaka za ekstruzijsko pihanje
Pri ekstrudijskem pihanju (EBM) se plastika stopi in iztisne v votlo cev (parison). ... Zrak se nato vpihne v parison in ga napihne v obliko votle steklenice, posode ali dela. Ko se plastika dovolj ohladi, se kalup odpre in del se izvrže. V podjetju EJS izdelujemo vijačno cev za ekstruzijsko pihanje za stroje za ekstruzijsko pihanje, velikosti malih in velikih, v nitriranju ali bimetalni obdelavi.
Pošlji povpraševanje
Opis izdelka
Cev vijaka za ekstruzijsko pihanje
Dobava OEM Kitajska, stroj za pihanje, vijačni sod za ekstruzijsko pihanje,opozdrav od vašega podjetja "Olajšajte poslovanje s sodi za vijake z veseljem in uspehom"kot našposlanstvo. Če vas zanima kateri od naših izdelkov ali bi radi razpravljalivaš dizajn, poskrbite, da nas kontaktirate. Veselili smo sevzpostavljanje uspešne poslovne odnose zkaterikolinove stranke po vsem svetu v bližnji prihodnosti in jih rastejo bolje in večje.
Pri ekstrudijskem pihanju (EBM) se plastika stopi in iztisne v votlo cev (parison). ... Zrak se nato vpihne v parison in ga napihne v obliko votle steklenice, posode ali dela. Ko se plastika dovolj ohladi, se kalup odpre in del se izvrže.
V podjetju EJS izdelujemo vijačno cev za ekstruzijsko pihanje za stroje za ekstruzijsko pihanje, velikosti malih in velikih, v nitriranju ali bimetalni obdelavi.
Premer izvrtine je na voljo za vijačni valj za ekstruzijsko pihanje
45 do 250 ¢
Priljubljeni materiali, ki se uporabljajo za vijačno cev za ekstruzijsko pihanje
38CrMoAlA(1,8509)
34CrAlNi7(1,8550)
31CrMoV9(1,8519)
40Cr (4340)
42CrMo (4140)
Površinska obdelava vijačnega soda za ekstruzijsko pihanje
Celotno telo nitrirano
Prevlečen s stelitno bimetalno zlitino
Prevlečen z zlitino Colmonoy 56
Prevlečen z zlitino Colmonoy 83
Uporaba vijačnega soda za ekstruzijsko pihanje
Vijačni sodi za ekstruzijsko pihanje igrajo odlično delo pri izdelavi različnih filmov v strojih za pihanje, kot je npr.
Embalažna folija;
Vrečke;
Film za tiskanje;
Skrčljiva folija;
Film za pakiranje živil;
Film za pretvorbo;
Zaščitni film.
Vprašanje: Kakšna je razlika med brizganjem in pihanjem z ekstruzijo?
odgovor:
Med brizganjem s pihanjem in ekstruzijsko pihanjem je v glavnem 5 razlik:
1) Vrsta izdelka, proizvedenega z injekcijskim pihanjem in ekstrudijskim pihanjem, je različna. Postopek brizganja s pihanjem ustvari dvodimenzionalni izdelek, medtem ko postopek brizganja s pihanjem ustvari tridimenzionalni izdelek kot končni rezultat.
2) V obeh procesih uporabljajo različno orodje. Pri stroju za ekstruzijsko pihanje se za končni rezultat uporablja matrica, medtem ko za injekcijsko pihanje uporablja kalup.
3) Čas, potreben za izdelavo končnega rezultata, je drugačen. Postopek ekstruzijskega litja je počasnejši, medtem ko je postopek brizganja hitrejši.
4) Debelina končnega izdelka je drugačna. Pri ekstruziji je debelina dela odvisna od tega, koliko se lahko material med postopkom raztegne, medtem ko je pri intruziji odvisna od razmerja med jedrom in kalupom.
5) Postopki so različni. Pri stroju za ekstruzijsko pihanje je ostanki z bliskavico in obrezovanjem, medtem ko je ostanki brez bliskavice in obrezovanja za brizganje s pihanjem.
EJS lahko izdeluje vijačni cev za ekstruzijsko pihanje in stroj za brizgalno pihanje.
O E.J.S.
EJS Screw Barrels je na novo ustvarjena blagovna znamka za izvozno podjetje s proizvodnimi izkušnjami od leta 1992.
Proizvajalec vijačnih sodov, namenjen izdelavi prilagojenih vijačnih sodov in oblikovanju vijačnih sodov za ekstrudorje, vijačnih sodov za brizganje.

Bimetalni vijačni sodi
Bimetalni vijačni sod smo začeli izdelovati že zelo zgodaj, skoraj istočasno, ko se je na Kitajskem rodil prvi bimetalni sod. Zdaj imamo več vrst možnosti glede na različne aplikacije
|
Bimetalni sodi |
|||||
|
Vrsta zlitine |
EJS01 zlitina |
EJS02 zlitina |
EJS03 zlitina |
EJS04 zlitina |
|
|
Komponente zlitine |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Odpornost proti obrabi |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Odpornost proti koroziji |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Debelina zlitine |
2 ~ 3 mm |
1,5 ~ 2 mm |
1,5 ~ 2 mm |
1,5 ~ 2 mm |
|
|
Trdota |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Temperaturno območje |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Koeficient toplote |
RT ~ 250 ℃ |
11,0x10-6 |
11,0x10-6 |
11,5x10-6 |
11,0x10-6 |
|
Razširitev (/℃) |
RT ~ 400 ℃ |
11,4x10-6 |
11,4x10-6 |
12,4x10-6 |
12x10-6 |
|
Razpon delovne dolžine |
700mm~3000mm/kos |
||||
|
Veliko rabljeno osnovno jeklo |
40Cr: 42CrMo |
||||
|
Označi na seznamu: ★★★★ Odlično; ★★★ Zelo dobro; ★★ Dobro |
|||||
|
Bimetalni vijaki |
|||
|
Primerno za |
Enojni vijak, dvojni vzporedni vijak, dvojni stožčasti vijak |
||
|
Vrsta zlitine |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Komponente zlitine |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Raven proti obrabi |
★★★ |
★★★ |
★★★★ |
|
Stopnja zaščite pred korozijo |
★★★★ |
★★★★ |
★★★★ |
|
Debelina zlitine |
1~1,5 mm |
1~1,5 mm |
1~1,5 mm |
|
Trdota |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Uporabljena steklena vlakna |
Pod 10 % |
|
|
|
Razpon delovne dolžine |
Poljubna dolžina |
||
|
Veliko rabljeno osnovno jeklo |
38CrMoAI(1.8509), 34CrAINi7(1.8550), 31CrMoV9(1.8519) |
||
|
Označi na seznamu: ★★★★ Odlično; ★★★ Zelo dobro; ★★ Dobro |
|||
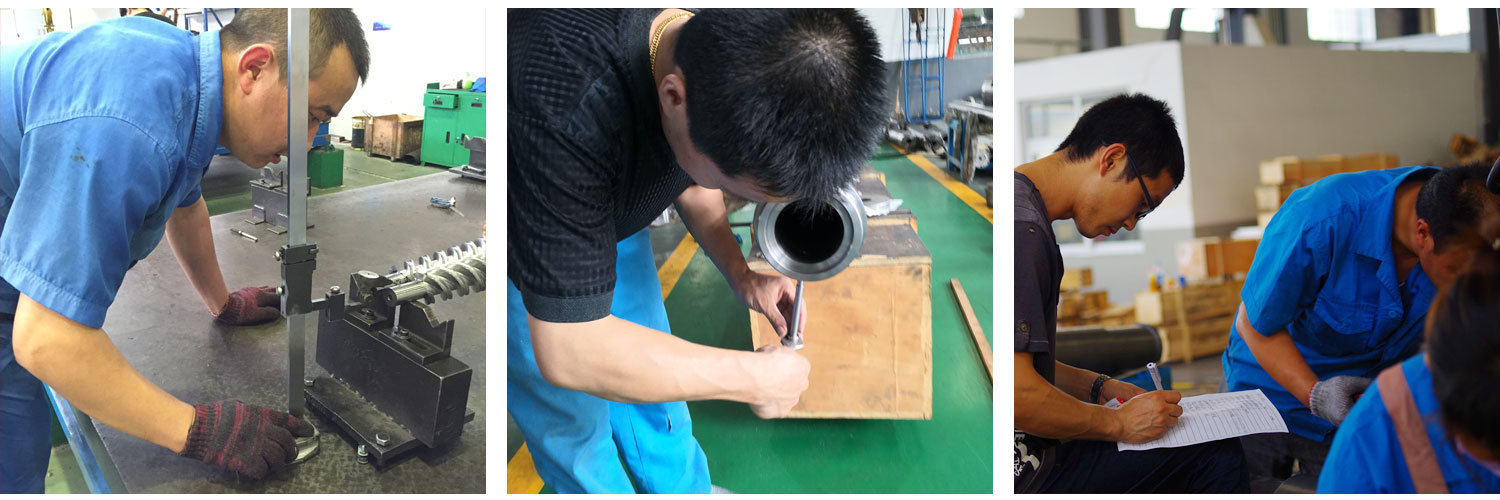
Inšpekcija kakovosti
Kakovost je zelo pomemben korak med proizvodnjo. Za izdelavo kvalitetnega vijačnega soda morajo biti izpolnjene vse tolerance in vse mere pravilne ter evidentirane.
Zagotavljamo inšpekcijsko poročilo, potrdilo o materialu za vsako od naših dobavljenih vijačnih sodov.
Pakiranje
Pakiranje je zadnji, a zelo pomemben korak pred pošiljanjem. Del naše kakovosti je tudi močna in pametna pakirna škatla. Ne uporablja se samo za dobro zaščito cevi vijakov med transportom, temveč tudi omogoča enostaven način za naše stranke, da razpakirajo.

Hot Tags: Vijak za ekstruzijsko pihanje, po meri, Kitajska, Zhoushan, dobavitelji, proizvajalci, tovarna, na zalogi
Povezana kategorija
Stožčasta cev z dvojnim vijakom
Vzporedna cev z dvojnim vijakom
Polžasti sod ekstruderja
Gumijasti vijak
Cev vijaka za brizganje
Cev vijaka za pihanje
Bimetalni vijak
Nitrirana vijačna cev
Deli ekstruderja
Pošlji povpraševanje
Prosimo, oddajte svoje povpraševanje v spodnjem obrazcu. Odgovorili vam bomo v 24 urah.